
Високі механічні характеристики, термостійкість і стійкість до стиснення, настроювана золота тефлонова котушка класу F, нова енергія для фотоелектричного обладнання

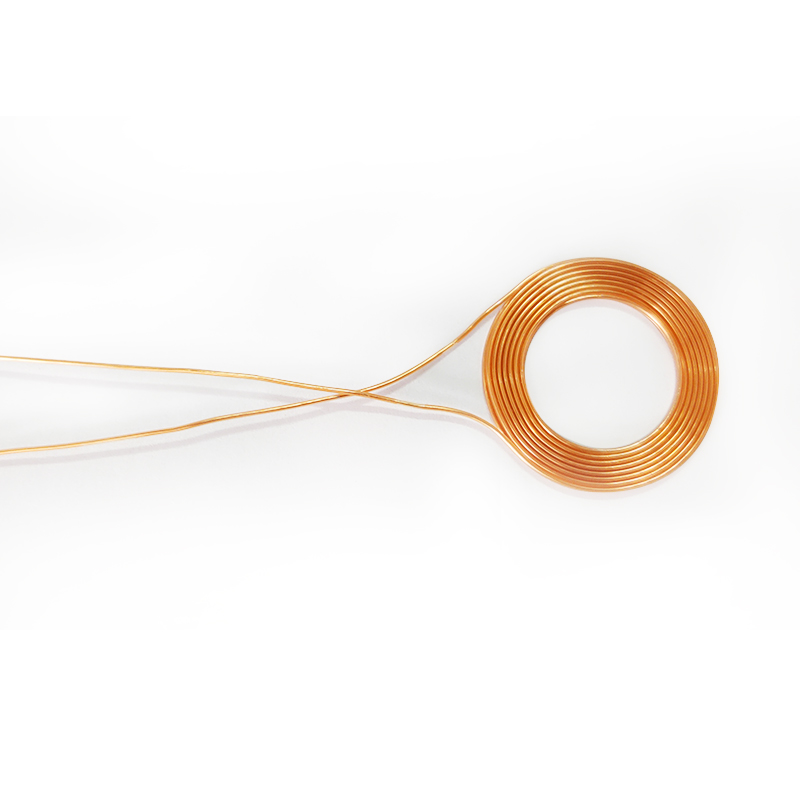

Золота тефлонова самоклеюча котушка класу F
Назва продукту:Золота тефлонова самоклеюча котушка класу F
Провід з тефлоновою ізоляцією відноситься до ізольованого дроту, виготовленого з фторопласту (ETFE) як ізоляційного матеріалу. Завдяки неадгезії, термостійкості, стійкості до ковзання, вологостійкості, зносостійкості, стійкості до корозії та інших характеристик. Таким чином, порівняно з іншими високотемпературними дрітами, тефлоновий дріт має відмінну термічну стабільність і механічну зносостійкість, електроізоляційні характеристики, стійкість до сильних кислот і лугів, корозію, вогнестійкість і негорючість, високий кисневий індекс, низький рівень диму і не містить галогенів, дріт, що не старіє, легко знімається, має високу міцність і стійкість до тертя. Існує певна різниця між термостійкістю тефлонового дроту та матеріалом зовнішньої упаковки. Серед них характеристиками ETFE є хороша здатність до формування, збалансовані фізичні властивості, хороша механічна міцність і чудова радіаційна стійкість. Цей матеріал має характеристики корозійної стійкості політетрафторетилену, долаючи відсутність адгезії та статеві дефекти політетрафторетилену до металів. Крім того, його середній коефіцієнт лінійного розширення близький до коефіцієнта вуглецевої сталі, що робить ETFE (F-40) ідеальним композитним матеріалом з металами
Його продуктивність має чудову стійкість до корозії, майже не розчиняється в будь-якому органічному розчиннику, і може протистояти маслу, сильним кислотам, сильним лугам, сильним окислювачам тощо; Має чудові електроізоляційні характеристики, високу напругу, низькі втрати високої частоти, відсутність вологопоглинання та високий опір ізоляції; Має чудову вогнестійкість, стійкість до старіння та тривалий термін служби.
Контроль форми котушки:
По-перше, використовуйте метод екструзії всередину, щоб стиснути краї квадратної котушки всередину, переконавшись, що товщина котушки є постійною. Але проблема полягає в тому, що якщо дріт екструдується після намотування, якщо розташування не є акуратним, це спричинить пошкодження дроту та призведе до виробництва бракованої продукції. Якщо використовувати метод одноразового віджиму після намотування одного шару, то конструкція машини буде складнішою, а вартість – вищою. Менша сумісність.
По-друге, завдяки використанню методу зовнішньої екструзії намотана кругла або еліптична котушка має високу точність розташування дроту та однакову товщину в усіх положеннях. Стискаючи круглу або еліптичну котушку від внутрішнього кола назовні через прес-форму, вироблена квадратна котушка має постійну товщину та провідність у всіх положеннях. Недоліком цього методу є те, що він не може стиснути рулони із занадто великою кількістю шарів або занадто великою товщиною.
Тому під час намотування котушки контроль форми має бути точним, будь то кут чи форма, інакше це вплине на продуктивність дроту. Крім того, у фактичному процесі виробництва та обробки неправильна експлуатація в подальшому виробництві та обробці може призвести до пошкодження ізоляційного шару, створюючи значну небезпеку для якості роботи котушки. Тому під час виробничого процесу операції повинні виконуватися суворо відповідно до виробничих вимог. Налаштування температури та напруги має бути зосереджене на якості продукту і не може бути сліпо швидким.

Категорії товарів
-

Стійкий до високих температур одинарний во...
-

Жовтий тришаровий ізольований провід високої...
-
2-300x300.jpg)
Паяна ізоляція, витримує високу напругу, ...
-

Оптичний накопичувач, стійкий до високих температур...
-

Емальований мідний багатожильний провід H-класу для зарядки...
-

Жовтий клас F, стійкий до високих температур, висока ...